Прецизионный плоский резак-плоттер высокое качество завод
2026-06-09
- Почему осциллирующий нож — единственное решение для чистой резки без оплавления
- Ключевые технические параметры: на что смотреть при выборе станка
- Сравнение технологий: осциллирующий нож против лазера и воды
- Отраслевые решения: где технология показывает максимальную эффективность
- Интеграция в производственный процесс и обслуживание
- Часто задаваемые вопросы
Почему осциллирующий нож — единственное решение для чистой резки без оплавления
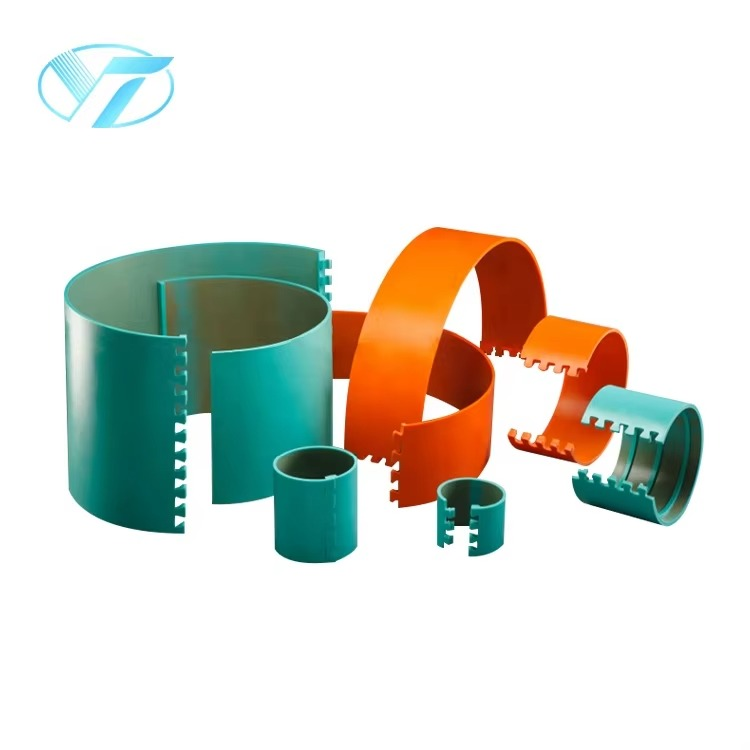
Термическая деформация краев остается главной проблемой при обработке пеноматериалов, резины и композитов. Лазерные станки, несмотря на высокую скорость, оставляют обугленные кромки и выделяют токсичные газы при резке ПВХ или вспененного полиэтилена. Механическая вырубка требует дорогостоящих пресс-форм, что делает ее экономически нецелесообразной для малых и средних серий. ЧПУ машина для резки колеблющимся ножом решает эти проблемы кардинально: инструмент совершает высокочастотные вертикальные движения (до 4000 колебаний в минуту), разрезая материал за счет механического воздействия, а не нагрева.
В нашей практике мы неоднократно сталкивались с ситуациями, когда клиенты пытались сэкономить, используя лазер для резки EVA-пенки толщиной более 10 мм. Результат был предсказуемым: запах гари, необходимость дополнительной шлифовки кромок и брак до 15% партии из-за неравномерного прожига. Переход на технологию осциллирующего ножа eliminated эти потери полностью. Кромка остается чистой, материал не меняет структуру, а точность контура достигает ±0,1 мм. Это критически важно для упаковочной индустрии и производства автомобильных уплотнителей, где геометрия детали определяет качество сборки конечного продукта.
Выбор оборудования должен базироваться не только на цене, но на понимании физики процесса резания. Осциллирующий нож позволяет обрабатывать материалы, которые невозможно резать лазером: светоотражающие ткани, материалы с металлическим напылением и многослойные сэндвич-панели. Если ваш производственный цикл включает работу с такими субстратами, альтернативы этой технологии практически не существует.
Ключевые технические параметры: на что смотреть при выборе станка
Рынок предлагает десятки моделей, но не все они одинаково эффективны в реальных условиях. При оценке спецификаций игнорируйте маркетинговые лозунги и фокусируйтесь на трех параметрах, определяющих ресурс и производительность оборудования.
Амплитуда и частота колебаний
Частота вибрации ножа напрямую влияет на чистоту реза плотных материалов. Для мягкой упаковки (гофрокартон, тонкий поролон) достаточно 2000–2500 колебаний в минуту. Однако для резки технической резины, войлока или углеродного волокна требуется частота от 3500 до 4000 Гц. Амплитуда должна регулироваться: малая амплитуда (1–2 мм) подходит для тонких листов, большая (до 4–5 мм) необходима для толстых блоков пены. Станки с фиксированной амплитудой часто не справляются с перепадами плотности материала, что приводит к отклонению ножа от траектории.
Тип привода и жесткость портала
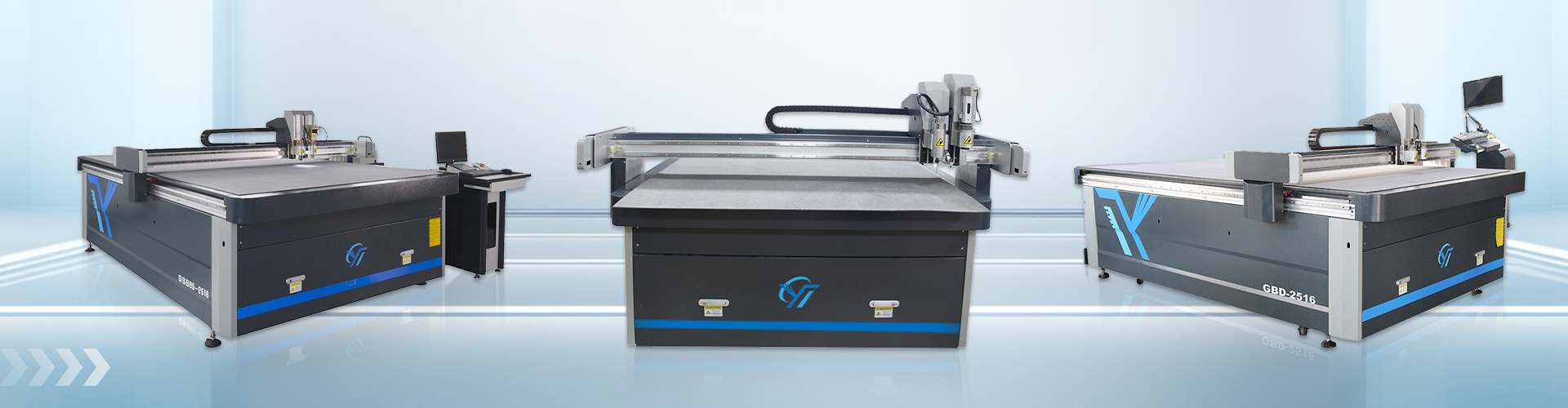
Скорость перемещения головки не менее важна, чем скорость резания. Современные сервоприводы обеспечивают ускорение до 1.5–2.0 G, что сокращает время холостых ходов. Однако высокая динамика требует массивной станины. Легкие алюминиевые конструкции могут вибрировать на высоких скоростях, снижая точность углов. Мы рекомендуем обращать внимание на станки с чугунной или усиленной стальной рамой. ООО «Куньшань Итай Прецизионные Машины» использует в своих моделях, таких как GBD2516, комбинированную конструкцию, которая гасит вибрации даже при максимальной нагрузке, обеспечивая стабильность геометрии на протяжении всего срока службы.
Система вакуумной фиксации
Без надежной фиксации материал “плавает” под воздействием ножа, особенно если он легкий или имеет неровную поверхность. Эффективная система должна иметь зонированный вакуумный стол с возможностью автоматического включения только тех зон, которые закрыты материалом. Это экономит энергию насоса и увеличивает силу прижима. Проверьте наличие функции “автоматического определения зоны”: она снижает расход электроэнергии до 30% при работе с небольшими деталями.
Сравнение технологий: осциллирующий нож против лазера и воды
Чтобы принять взвешенное решение, необходимо сопоставить технологию колеблющегося ножа с другими методами цифровой резки. Ниже приведена таблица сравнения для типичных задач обработки неметаллических материалов.
| Параметр | Осциллирующий нож (CNC) | Лазерный станок (CO2) | Гидроабразивная резка |
|---|---|---|---|
| Качество кромки | Идеально чистое, без нагара и оплавления | Обугленная кромка, требует постобработки | Матовая, слегка шероховатая |
| Безопасность материалов | Подходит для ПВХ, резины, пен (нет токсинов) | Выделяет хлор и цианиды при резке ПВХ/резины | Универсально, но материал намокает |
| Скорость работы | Высокая (до 100 м/мин на простых контурах) | Очень высокая на тонких материалах | Низкая (медленный процесс эрозии) |
| Эксплуатационные расходы | Низкие (замена только лезвий) | Средние (лазерные трубы, линзы, вытяжка) | Очень высокие (абразив, насосы, очистка воды) |
| Точность | ±0.1 мм | ±0.05 мм (но с термической зоной влияния) | ±0.1–0.2 мм |
Как видно из сравнения, гидроабразивная резка избыточна для легких материалов и слишком дорога в обслуживании. Лазер выигрывает в скорости на тонком акриле или ткани, но проигрывает в безопасности и качестве кромки на толстых пенах и резине. ЧПУ машина для резки колеблющимся ножом занимает нишу “золотой середины”: она обеспечивает промышленную скорость, безопасность оператора и отсутствие постобработки. Для производителей упаковки, автомобильных интерьеров и рекламной продукции это наиболее рентабельный выбор.
Отраслевые решения: где технология показывает максимальную эффективность
Универсальность оборудования раскрывается в конкретных производственных задачах. Рассмотрим два кейса, где внедрение осциллирующих резаков дало измеримый экономический эффект.
Производство автомобильных уплотнителей и шумоизоляции
Автопром требует высокой точности и повторяемости. Резиновые прокладки и войлочные маты имеют разную плотность и эластичность. Традиционная высечка штампами требует изготовления новой формы для каждой модели автомобиля, что занимает недели и стоит тысячи долларов. Цифровой резак позволяет загрузить CAD-файл новой детали и начать производство через 15 минут. Компания ООО «Куньшань Итай Прецизионные Машины» поставляет оборудование, способное резать многослойные материалы (например, ковролин с клеевой основой и подложкой) за один проход, исключая расслоение краев. Это сокращает время цикла на 40% по сравнению с ручной раскройкой.
Упаковочная индустрия и гофрокартон
При создании прототипов упаковочных коробок скорость является решающим фактором. Клиенты часто заказывают небольшие партии тестовой упаковки. Использование плоттера с осциллирующим ножом позволяет вырезать сложные конструкции с перфорацией и биговкой (линиями сгиба) за считанные минуты. Инструмент автоматически меняется: сначала наносится линия сгиба тупым ножом, затем осуществляется сквозной рез острым лезвием. Это исключает человеческий фактор и ошибки разметки. В одном из наших проектов внедрение такой линии позволило клиенту сократить время подготовки макета с 3 дней до 2 часов.
Интеграция в производственный процесс и обслуживание
Покупка станка — это только начало. Долгосрочная эффективность зависит от качества программного обеспечения и сервисной поддержки. Современное оборудование должно поддерживать популярные форматы файлов (DXF, AI, PLT) и иметь интуитивно понятный интерфейс управления. Важно наличие функции nesting (автоматической раскладки деталей), которая оптимизирует использование материала и снижает отходы на 10–15%.
Мы советуем обращать внимание на доступность запасных частей. Лезвия — это расходный материал, и их замена должна быть простой и быстрой. Хороший станок позволяет сменить нож без использования специальных ключей за 30 секунд. Также проверьте наличие локальной сервисной сети. ООО «Куньшань Итай Прецизионные Машины» поддерживает 36 сервисных точек, что обеспечивает оперативное реагирование на запросы клиентов и минимизацию простоев. Наличие круглосуточной технической поддержки и возможности удаленной диагностики через интернет значительно снижает риски остановки производства.
Не забывайте о обучении персонала. Даже самое совершенное оборудование будет простаивать, если оператор не умеет правильно настраивать параметры резания под конкретный материал. Поставщик должен предоставлять не только инструкцию, но и практическое обучение, включая настройку давления вакуума, высоты ножа и скорости подачи для различных типов субстратов.
Часто задаваемые вопросы
Какова максимальная толщина материала для резки осциллирующим ножом?
Стандартные промышленные модели эффективно режут материалы толщиной до 50–60 мм. Для более толстых блоков пенополиуретана или резины существуют специализированные головки с удлиненным ходом ножа. Однако стоит учитывать, что с увеличением толщины скорость резания снижается, а требования к жесткости станка возрастают. Для большинства задач в упаковке и автопроме диапазона до 40 мм более чем достаточно.
Можно ли резать металлические листы этим станком?
Нет, осциллирующий нож предназначен исключительно для неметаллических материалов: тканей, пен, резины, картона, пластика, кожи. Для резки металла требуются совершенно другие технологии: плазма, лазер или гидроабразив. Попытка резать металл осциллирующим ножом приведет к мгновенному разрушению инструмента и повреждению привода.
Как часто нужно менять лезвия?
Ресурс лезвия зависит от абразивности материала. При резке гофрокартона одно лезvie может служить несколько недель. При работе с стекловолокном или углеродным волокном износ происходит быстрее, и замена может требоваться каждые 8–10 часов работы. Современные станки оснащены системами мониторинга усилия резания, которые сигнализируют о затуплении инструмента до того, как ухудшится качество реза.
Требуется ли специальная подготовка помещения для установки?
Станок требует ровного бетонного пола и подключения к электросети 220В или 380В (в зависимости от модели). Основное требование — наличие мощной системы аспирации (вытяжки) для удаления пыли и мелких частиц материала. Также рекомендуется обеспечить стабильную температуру в помещении, так как сильные перепады могут влиять на калибровку датчиков, хотя современные системы компенсации минимизируют этот эффект.
Инвестиции в правильную технологию резки окупаются за счет снижения брака, экономии материалов и повышения скорости выполнения заказов. Если вы ищете надежное решение для обработки неметаллических материалов, обратите внимание на проверенных производителей с длительной историей и развитой сервисной сетью. Свяжитесь с нами сегодня, чтобы получить консультацию по подбору оборудования под ваши конкретные задачи и рассчитать окупаемость внедрения ЧПУ машины для резки колеблющимся ножом на вашем производстве.