Завод по производству высококачественных машин для лазерной резки фанеры толщиной 20 мм с CO2-лазером
Вопроспроизводства машин для лазерной резки фанеры толщиной 20 мм с CO2-лазером – это не просто установка оборудования. Это целый комплекс инженерных решений, понимание свойств материала и, конечно же, опыт. Часто новички, и даже некоторые опытные компании, недооценивают важность точной настройки параметров резки. Полагают, что 'больше мощность – лучше', но на деле это приводит лишь к подгоранию, деформации и, в конечном итоге, к утилизации дорогостоящего материала. Хочется сразу сказать: здесь нет места простым решениям.
Выбор лазерного оборудования для 20 мм фанеры
Первое, что встает в голову при выборе оборудования – это, конечно, мощность лазера. Для 20 мм фанеры с CO2-лазером потребуется, как правило, мощность в диапазоне 150-250 Вт. Но это только отправная точка. Важно учитывать не только максимальную мощность, но и стабильность ее работы, качество системы охлаждения и, конечно, – размеры рабочей области. Мы в ООО Куньшань Итай Прецизионные Машины (https://www.yitai-cnc-cutter.ru) многократно сталкивались с ситуациями, когда слишком мощный лазер, даже при правильной настройке, выдавал непредсказуемые результаты из-за неравномерного нагрева материала. Это связано с особенностями теплопроводности фанеры и необходимостью эффективного отвода тепла от зоны резки.
Мы рекомендуем обратить внимание на модели, предлагающие автоматическую компенсацию высоты лазерного луча (Auto Focus). Это значительно упрощает процесс работы и обеспечивает более стабильное качество резки, особенно при работе с фанерой различной толщины и с небольшими неровностями поверхности. Кроме того, обратите внимание на наличие системы контроля за состоянием лазерной трубки – это позволяет избежать внезапных поломок и дорогостоящего ремонта. Помню один случай, когда у клиента сломалась лазерная трубка прямо посреди заказа. Потеря времени и денег оказалась огромной. Современные системы диагностики – это инвестиция в стабильность производства.
Проблемы с настройкой параметров резки и их решения
Самый частый вопрос, который нам задают – это 'какие параметры резки использовать для конкретного типа фанеры?'. Ответ, к сожалению, не может быть универсальным. Даже для одной и той же породы фанеры (например, береза) параметры могут сильно отличаться в зависимости от влажности, плотности и наличия клеевых швов. Мы рекомендуем начинать с минимальных параметров (мощность на уровне 80-100 Вт, скорость резки около 200-300 мм/мин) и постепенно увеличивать их, пока не добьетесь оптимального результата. Важно следить за тем, чтобы не было подгорания и деформации материала.
Кроме мощности и скорости резки, необходимо учитывать частоту импульсов и ширину импульса. Эти параметры напрямую влияют на качество обработки поверхности. Например, при резке тонкой фанеры рекомендуется использовать более низкую частоту импульсов и более узкую ширину импульса, чтобы избежать образования 'ожогов' по краям. Мы часто видим, что клиенты не уделяют должного внимания этим параметрам, что приводит к некачественным изделиям и потере материала. Важно проводить тестовые резы на небольших кусках фанеры, чтобы найти оптимальные значения.
Особенности резки фанеры с клеевыми швами
Резка фанеры с клеевыми швами – задача нетривиальная. Клей имеет другую теплопроводность, чем сама фанера, что может привести к деформации и растрескиванию материала. Для решения этой проблемы рекомендуется использовать более низкую мощность и скорость резки, а также предварительно разогревать поверхность фанеры. Мы предлагаем специальное программное обеспечение, которое позволяет автоматически корректировать параметры резки при обнаружении клеевых швов. Это значительно повышает качество обработки и снижает риск повреждения материала.
Еще один важный момент – это использование системы вытяжки. При лазерной резке фанеры выделяется большое количество дыма и паров, которые содержат вредные вещества. Система вытяжки позволяет эффективно удалять эти вещества из рабочей зоны, обеспечивая безопасную работу и улучшая качество резки. Мы предлагаем различные типы систем вытяжки, от простых локальных до сложных централизованных. Выбор зависит от размера оборудования и интенсивности использования.
Реальные кейсы и ошибки
У нас был случай, когда клиент пытался резать 20 мм фанеру с использованием лазера, предназначенного для резки тонкого пластика. Результат был плачевным: фанера подгорала, деформировалась, а лазерная трубка перегревалась. Очевидно, мощность лазера была недостаточной, а система охлаждения – не справлялась с нагрузкой. Мы помогли клиенту выбрать оборудование с более высокой мощностью и улучшенной системой охлаждения, а также настроить параметры резки. После этого клиент смог успешно производить резку 20 мм фанеры.
Еще одна распространенная ошибка – это использование слишком большой скорости резки. Это приводит к неравномерному нагреву материала и образованию 'ожогов' по краям. Важно помнить, что скорость резки должна соответствовать мощности лазера и толщине материала. Мы часто видим, что клиенты пытаются увеличить скорость резки, чтобы ускорить процесс производства, но это приводит лишь к ухудшению качества продукции и увеличению количества брака. Рекомендуем всегда начинать с минимальных параметров и постепенно увеличивать их, пока не добьетесь оптимального результата. Хотите избежать таких проблем? Обратитесь к нам. Мы всегда готовы помочь в выборе оптимального решения и настройке оборудования.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Цифровой резак GBD1410 для образцов коробок из гофрированного картона и сотовых панелей
Цифровой резак GBD1410 для образцов коробок из гофрированного картона и сотовых панелей -
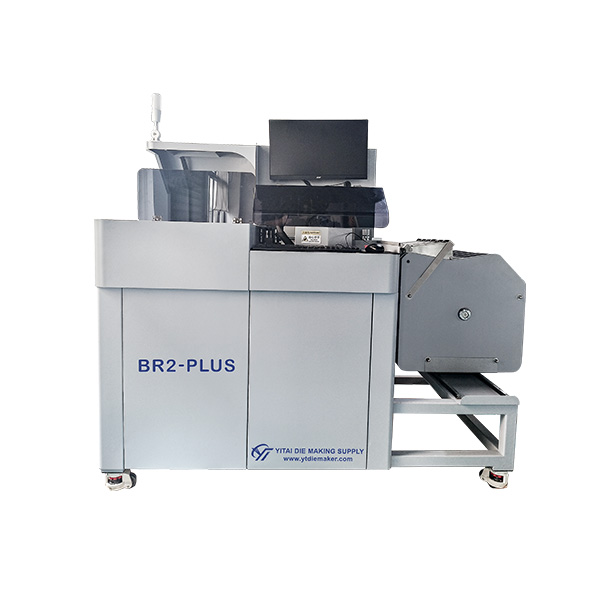
 YT48-20N Высокоскоростной лазерный станок для резки деревянных заготовок для форм
YT48-20N Высокоскоростной лазерный станок для резки деревянных заготовок для форм -
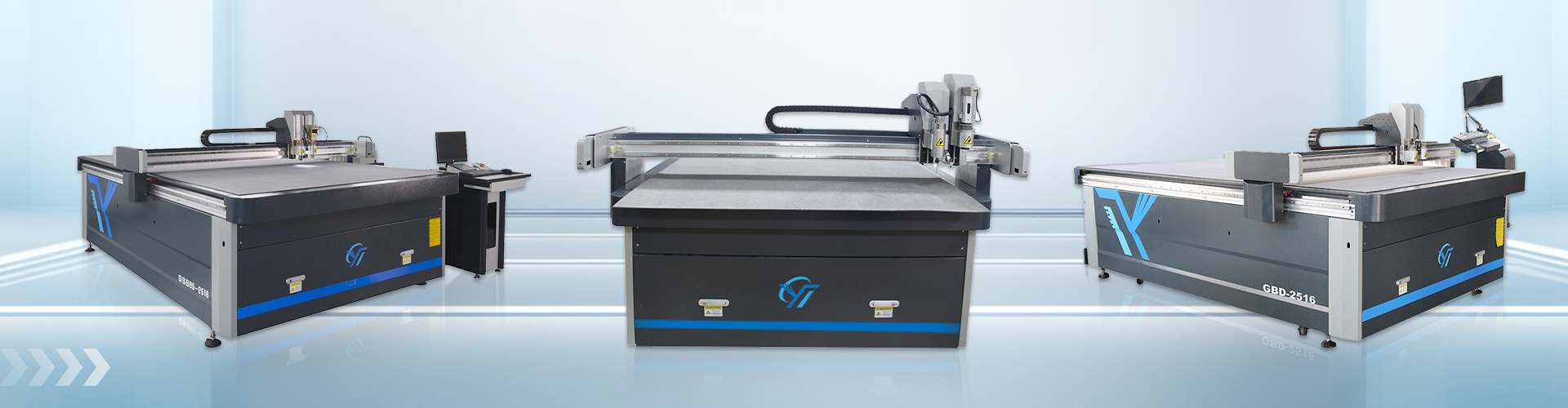
 Автоматический станок для гибки лезвий 2pt, 3pt, 4pt B5-CN
Автоматический станок для гибки лезвий 2pt, 3pt, 4pt B5-CN -
 Автоматический гибочный станок серии B3
Автоматический гибочный станок серии B3 -
 Автоматический гибочный станок серии B3-N
Автоматический гибочный станок серии B3-N -
 Машина для резки CO2 лазером YT46F-60 600Вт для резки досок для штампов
Машина для резки CO2 лазером YT46F-60 600Вт для резки досок для штампов -
 Цифровая CNC машина для резки резино-силиконовых и асбестовых прокладок GBD2516
Цифровая CNC машина для резки резино-силиконовых и асбестовых прокладок GBD2516 -
 Машина для резки углеродного волокна и стеклопластиковых prepregs GBD2516
Машина для резки углеродного волокна и стеклопластиковых prepregs GBD2516 -
 ЧПУ-станок для фрезерования YS1290
ЧПУ-станок для фрезерования YS1290 -
 Автоматическая машина для гибки и резки лезвий B3-B для изготовления штампов
Автоматическая машина для гибки и резки лезвий B3-B для изготовления штампов -
 B3-CBN Автоматическая Машина для Гибки Лезвий
B3-CBN Автоматическая Машина для Гибки Лезвий -
 Ротационный станок для гибки правил BR1
Ротационный станок для гибки правил BR1
Связанный поиск
Связанный поиск- Цена высококачественных прототипных станков для резки гофрокоробок
- Высокое качество ЧПУ ткань резки машина с вибрационным ножом
- Производители вибрационных ножей для резки гофрокартонных коробок в Китае
- автоматическая гибочная машина 8-30 мм для высечки
- лазер для резки штампованной доски
- Поставщики станков для гибки лезвий из Китая
- Китайские поставщики ЧПУ ПВХ пены резки машина с ножом
- Китайский производитель станков для резки EVA с вибрирующими ножами
- Автоматическая машина для резки и гибки штампов 8-30 мм из Китая
- Цена станков с ЧПУ для резки войлока ножом в Китае





